5 Design Tips for Injection-Molded Parts With Complex Features
Published on February 18, 2021
Originally published on fastradius.com on February 18, 2021
Design for manufacturability (DFM) is the general practice of designing parts so that they are also efficient to produce. While specific best practices vary by manufacturing technology, the ultimate goal of DFM in general is to optimize part design so as to minimize the manufacturing costs — without sacrificing on performance or function. DFM also helps you identify potential issues or defects early and avoid disruptive re-designs down the line, which is why assessing possible manufacturing methods is crucial during the initial design and prototyping phases.
Intentional, method-focused design is especially important when attempting to produce parts with complex geometries or intricate features. And while there are many viable manufacturing methods for producing parts with complex geometries, injection molding is among the most common.
DFM is especially important for injection-molded parts, as the hard tooling and molds used to create injection-molded parts introduce a number of variables that may impact design — including mold temperature, material temperature, and air pressure. What’s more, injection molds are expensive and time-consuming to tool, and the process typically only becomes cost effective when producing parts in high volumes, so consistency and repeatability are critical when designing parts with complex geometries or intricate features.
Here are 5 key tips for how to design plastic injection molded parts with complex features.
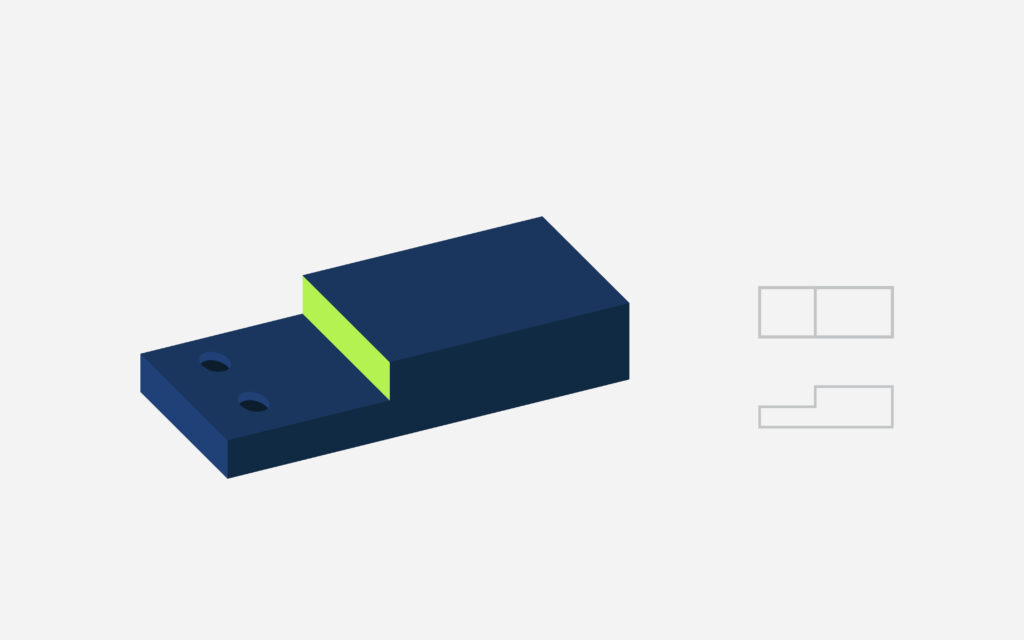
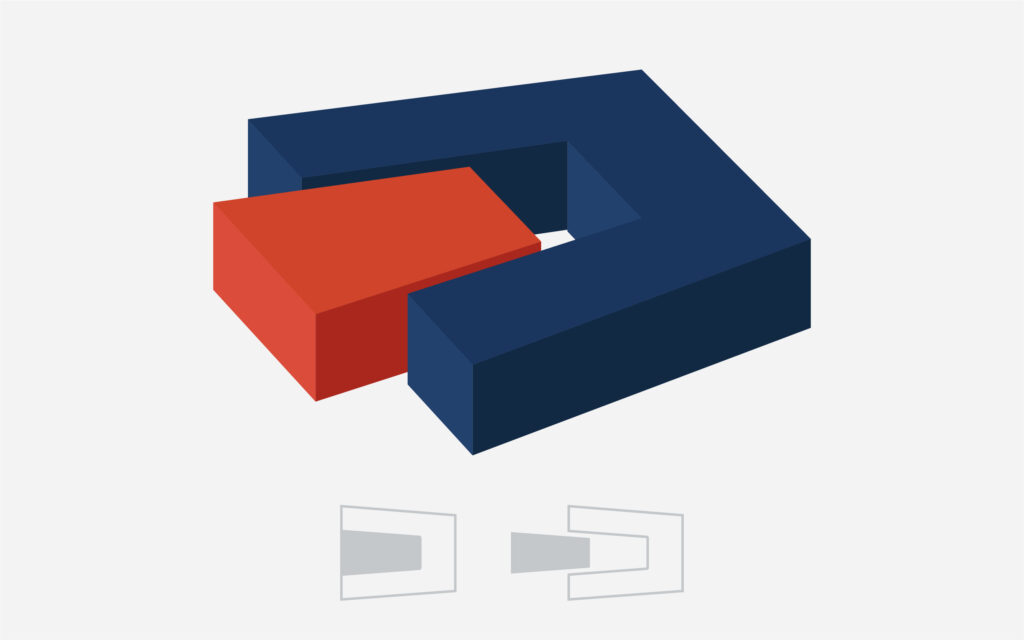
1. Take advantage of sliding shutoffs for clips and snap fits
Clips and snap fits are two forms of fastening mechanisms that can be incorporated directly into the injection mold design — a few common examples being tool set lids and electronics housings. Both operate similarly: on one side of the mechanism, a flexible tab of material catches on a slot or pocket in the mating part, thereby securing the two.
Sliding or telescoping shutoffs are components machined into one side of the mold that extend into the other half, sliding into place when the mold is closed. This prevents material from flowing into particular areas, which makes it possible to easily incorporate features like hooks and holes (including long through-holes) without the need for expensive side actions, bumpoffs, inserts, and other features that increase the cost and complexity of the mold design.
Sliding shutoffs can be designed to have the same tab and slot to match the part’s clips and snap fits, creating features that fit together securely and retain enough flexibility to pull apart without breaking. Shutoffs can reduce mold design and operating costs and also generally be used as a workaround for undercuts and recessed features.
In general, both the part and mold should have a minimum of 3 degrees of draft to prevent metal from rubbing against metal, which can create flash and damage the shutoff.
2. Choose the right material for living hinges
Living hinges, another flexible lid feature, are an excellent way to attach the two halves of injection molded plastic components (think of the lids on the individual containers of a weekly vitamin dispenser, for instance).
While material consideration is always a critical consideration in design and product development, it should be your primary concern when designing living hinges. Polypropylene, for instance, is better-suited for this feature than polycarbonate (which can be an excellent material for clips and snap fits). Depending on the range of motion that’s expected of the lid, you may need to incorporate a radius at the hinge’s midpoint to allow the two parts to close more easily.
3. Keep an eye on wall thickness
Wall thickness should remain uniform whenever possible, as variations in thickness can introduce serious complications. Parts with non-consistent wall thickness are at risk of warping (caused by different sections of the part cooling at different rates, which creates internal stress that bends the part permanently).
Furthermore, if the walls of a part are overly thick or thin, further issues may arise. For example, thin walls and poorly designed support ribs can impede flowability, causing short shorts (or incomplete mold fills). On the other hand, parts with thick walls and poorly designed ribs are prone to developing sink marks, or impressions on the surface of the part caused by the interior resin cooling faster than the exterior material. If you see signs of either flaw, it might be time to reexamine your mold design.
4. Add draft and reduce the height of tall features
Tall features like bosses, ribs, and standoffs may require you to incorporate greater draft angles (generally up to 3°) to ensure the part leaves the mold without drag lines or other ejection issues. Bosses and tall features allow for threaded inserts and additional part strength, but they increase the risk of developing sink marks.
Furthermore, increasing the height of ribs and other features likewise increases the depth of the mold, increasing the need for longer end mills, more venting, and slower cutting rates during the machining process. One way to work around this is to support bosses with peripheral vertical ribs, which have thinner walls, reducing the chance of sinks.
Angled bosses and other features increase the complexity of production, as the axis of the boss no longer aligns with the parting line or the line of pull — which all but necessitates that an insert will need to be manually loaded into the mold before each shot.
5. Be strategic about text and logos
Text (such a product or company name) or logos are commonly added to injection molded products. The good news is that small font sizes are actually fairly easy to achieve through injection molding — so long as you follow a few key guidelines.
First, text should be a sans-serif font and the shortest stroke length (the crossbar of a T or a A, for example) must be at least 0.020” in length. Raised text is easier to read and to produce than text sunk into a part’s surface. Unless the text is inordinately large, it should not be more than 0.015” tall.
Finally, unless you’re working with flexible materials like silicone rubber or thermoplastic elastomer (TPE), text should face the direction of pull if possible — otherwise, manually loaded inserts or side actions might be necessary in order to ensure smooth ejection.
Start refining your injection molding design today
Complex geometry and a high degree of feature complexity aren’t the end of the world for injection-molded parts. By paying attention to key design factors like mold design, material selection, boss orientation, and text style and size, you’ll be able to improve your part’s manufacturability (and therefore cost-effectiveness) and quality at the same time.
Of course, partnering with an experienced manufacturer is another surefire way to streamline the design and production phases of product development. SyBridge brings decades of engineering and design experience to the table, and we work diligently alongside every customer to ensure that your parts are not only made well — but that they’re made in the most efficient and cost-effective way possible. Contact us today to find out how we can make your designs a reality.