Originally published on fastradius.com on November 24, 2020
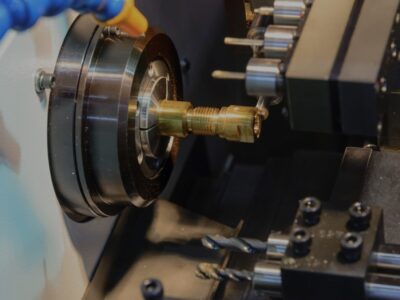
Computer numerical control machining, or CNC machining, is a manufacturing method that uses computer-programmed tools to create fully-customizable, highly precise parts. CNC machining’s precision, accuracy, and flexibility makes it the manufacturing method of choice for industries requiring a high ratio of critical parts — in which the smallest error can have dire consequences — such as the aerospace, automotive, and healthcare sectors.
Unlike injection molding or cast urethane, CNC machining ensures that every part produced is created exactly to specifications, as each part receives individualized attention while being machined. A relatively reliable, repeatable, and effective process, CNC machining is not without its downsides.
Its most significant pitfall by far is its cost, and the main driver of cost in CNC machining is time. Fortunately, smart design for manufacturability can help eliminate or reduce features that demand more machining time, thereby minimizing cost. Here are three of the most common pain points associated with CNC machining, and how product teams can solve or avoid them to make CNC machining more cost-effective.
1. Internal sharp corners
Internal sharp corners are most machinists’ biggest pet peeve. That’s because CNC machines generally use a rotating, round cutting tool, which makes it incredibly difficult to cut an inside square corner. While it’s sometimes possible to achieve an internal sharp corner, it will likely require special tools or exotic machining processes like electrical discharge machining (EDM), which will drive costs up.
Fortunately, it’s typically possible — and fairly easy — to avoid internal sharp corners. They’re rarely necessary to a part’s functionality, and there are several alternatives that are much easier to machine, including radiused corners.
2. Undercut features
Undercuts are features that can’t be machined using standard cutting tools because some of their surfaces are not accessible from above. The two main types of undercuts are T-slots and dovetails, both of which can be difficult to CNC machine as the features can’t be reached with a standard mill.
Fortunately, undercut features aren’t always a problem. Product teams can work around undercut features in several ways: by adding setups to a part, altering the design to eliminate them, by utilizing specialized tools, or by bringing the features close to the edge of the part to increase the ease of manufacturing.
3. Workholding
“Workholding” refers to the fixturing of a part in the machine, or how a part is held in place once cutting begins. Workholding can easily become a pain point in CNC machining because, if a part is difficult to hold while machining, it will take longer to produce and therefore be more costly.
Unlike other CNC machining challenges, workholding is addressed most effectively during manufacturing rather than during the design phase. However, certain design features can help optimize workholding and thus reduce cost.
There are several solutions for parts that are tricky to workhold. During the design phase, product teams can add flat sides to the part that will make it easier to clamp. Alternatively, some parts can be held down with simple and affordable solutions like hot glue or double-sided tape. The most effective workholding solution — and the most expensive — are soft jaws, which are clamps custom-made to fit a particular part.
Best practices for CNC machining

The most foolproof way to reduce the time and cost associated with CNC machining is to design for manufacturability (DFM). Engineers and product designers can incorporate features that make for an easier and faster manufacturing process, including:
- Putting key features on the same side to reduce setups
- Avoiding deep features, which often require more expensive tools
- Using softer materials if possible, as harder materials take longer to cut
- Making the part smaller and simpler if possible, as large and complex parts take more time to cut
A manufacturing partner like SyBridge can not only help product teams identify and take advantage of cost-saving opportunities during the CNC machining process, but also to determine whether CNC machining is the best option for a given project and to aid in the material selection process. Unlike other manufacturing partners, SyBridge is technology-agnostic and highly flexible, ready to adapt to suit every customer’s unique project requirements and price point. Our team of seasoned design and engineering experts are ready to help make your concept a reality. Contact us today to get started.