

Originally published on fastradius.com on April 28, 2021
CNC machining is a traditional manufacturing process that uses high-speed computer-controlled cutting tools to remove material from a solid workpiece and reveal a finished part. Since this process is largely automated, product teams can generally “set it and forget it,” trusting that they’ll receive accurate, precise, and repeatable parts every time. What’s more, CNC machining is generally a highly cost-effective means of production and is compatible with a broad range of materials, providing product teams with a high degree of creative flexibility.
Given CNC machining’s flexibility, adaptability, and affordability, product teams might think that the possibilities are endless. However, there are some important considerations to keep in mind depending on the size of the part. Here’s everything you need to know about the best ways to machine parts that are either very large or very small:
Key considerations for CNC machining
No matter the size of the part, there are two CNC machining factors that all product teams must keep in mind — tool geometry and tool access. Most CNC cutting tools like drills and end mill tools are cylindrical and have a limited cutting length.
Tool Geometry
During the machining process, the geometry of the tool is transferred to the machined part. As such, the internal corners of any CNC machined part will have radii as a result of the cylindrical tool, even if the tool itself is small.
Product teams must be mindful of this and do all they can to avoid sharp internal corners in their designs. If sharp internal corners are unavoidable, there are a few workarounds, but they generally require additional tools, processes, and resources.
Tool Access
Tool access is particularly important in the CNC machining process. The cutting tool approaches the workpiece from above, and any part of the workpiece that cannot be accessed from above by the cutting tool cannot be machined. Undercuts are the notable exception to this rule, but they may not be the best choice for every use-case. Product teams should align all of the features in their master pattern to one of the six principal directions, or use a 5-axis CNC machine to unlock more advanced workpiece holding capabilities.
Some other all-purpose CNC design best practices for common pain points include:
- Putting key features on the same side of the part to reduce setups
- Avoiding deep features whenever possible
- Using softer materials whenever possible, since harder materials take longer to machine
- Designing the part as simply as possible
These CNC design best practices are key to designing for manufacturability (DFM) and creating clean, functional parts. Designs optimized for manufacturability are also faster, easier, and less expensive to manufacture. Once product teams have mastered DFM, they can shift their attention to special considerations for large part machining and small part machining.
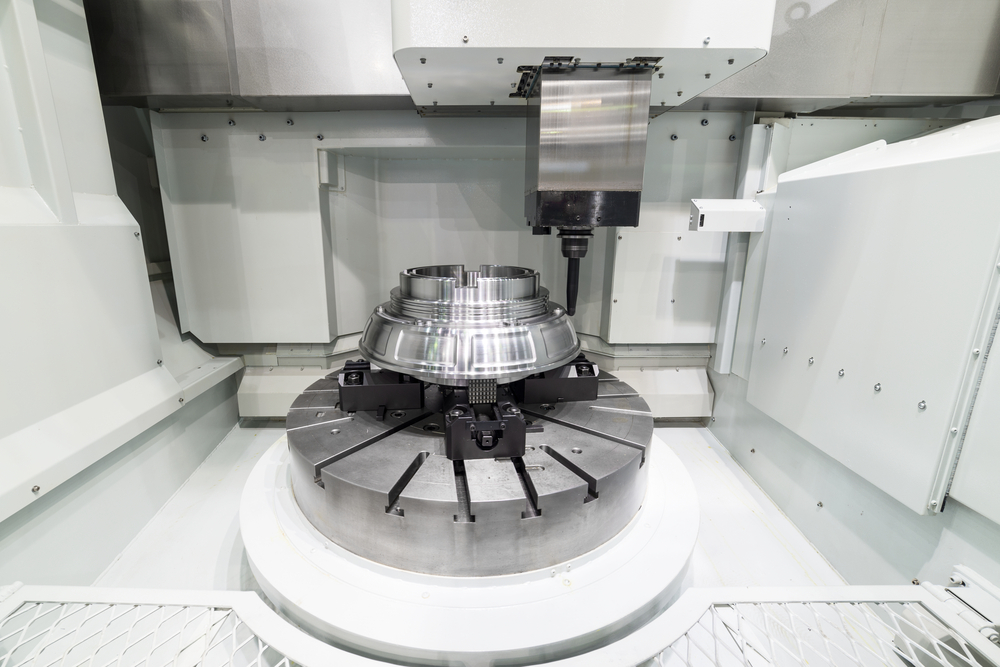
Key workarounds for large part CNC machining
The two most common challenges associated with large part machining are:
- Parts that are simply too heavy: Most CNC machines have a weight limit that cannot be exceeded.
- Parts that are too large to fit within the CNC machine’s travel dimensions: Large parts require larger work zones and greater reach in order for the tool to access all dimensions.
Luckily, there are numerous workarounds available that can help alleviate these pain points.
The most cost-effective way to manufacture a large, heavy part is to anticipate weight challenges during the design stage and break the part up into subassemblies that won’t exceed the machine’s weight limit. However, this adds time to the manufacturing process and certain subassemblies may still be too heavy for workers to transport safely. If necessary, product teams should support heavier parts by using outrigger stands to evenly distribute the load and to ease the burden on the machine.
When it comes to actually machining the part, operators can account for a CNC machine’s travel dimensions in a number of different ways, including the following:
- Angling the part so its features line up with the machine’s travel path and it fits better within the available space
- Using a sliding fixture to drill holes in long rectangular parts
- Using a sliding 4th axis fixture to drill holes in large tubing
- Spinning large round parts so that every feature fits within the work envelope
- Sliding and spinning the part to extend both the X and Y axes
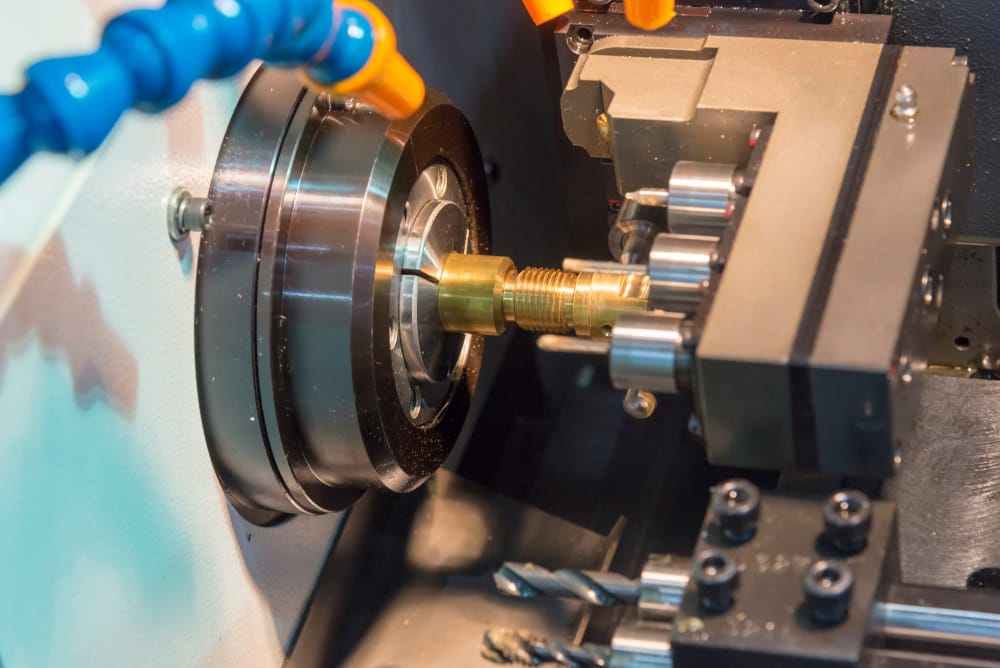
Design considerations and how to machine small parts effectively
Even though small CNC machined parts are lighter and more efficient to produce, custom machining small parts has its fair share of challenges. Small parts are technically difficult to make; and further, machining very small parts often makes it difficult to ensure a high quality product. Product teams can only perform an accurate inspection if they can see what they’re making, and features smaller than 0.005’’ are hard to see with the naked eye. To add to these challenges, machining small parts also requires specialized equipment.
Luckily, product teams generally only have to make a few small adjustments to overcome these challenges. So long as the design is optimized for manufacturability, the part should be viable for CNC machining. And to ensure inspections of small CNC machined parts are accurate, teams can keep a 3D microscope on hand to zoom in on features and surface finishes.
When it comes to producing small CNC machined parts, manufacturers should only use high RPM equipment, which makes it possible to use smaller drills and effectively get into the nooks and crannies of the part.
Build better and build smarter with SyBridge – Your on-demand manufacturing partner
It’s possible to create high quality parts of many materials, sizes, and shapes using CNC machining, but product development teams and machinists should still be mindful of part size. Large parts can be heavy and unwieldy to machine, and it’s hard for engineers to verify the quality of very small features on already small parts.
Both the design and production phases can be adapted to ensure the accurate and precise production of either very small or very large parts. By designing for machinability from the beginning and practicing the aforementioned workarounds during production, you can create something incredible — no matter the size.
For large part machining or small part machining, you can benefit from the expertise offered by a seasoned manufacturing partner. At SyBridge, we’re happy to pass on our years of design expertise to our customers so they can innovate and build high quality parts faster than they ever thought possible. Contact us today for a quote — let’s get started.





